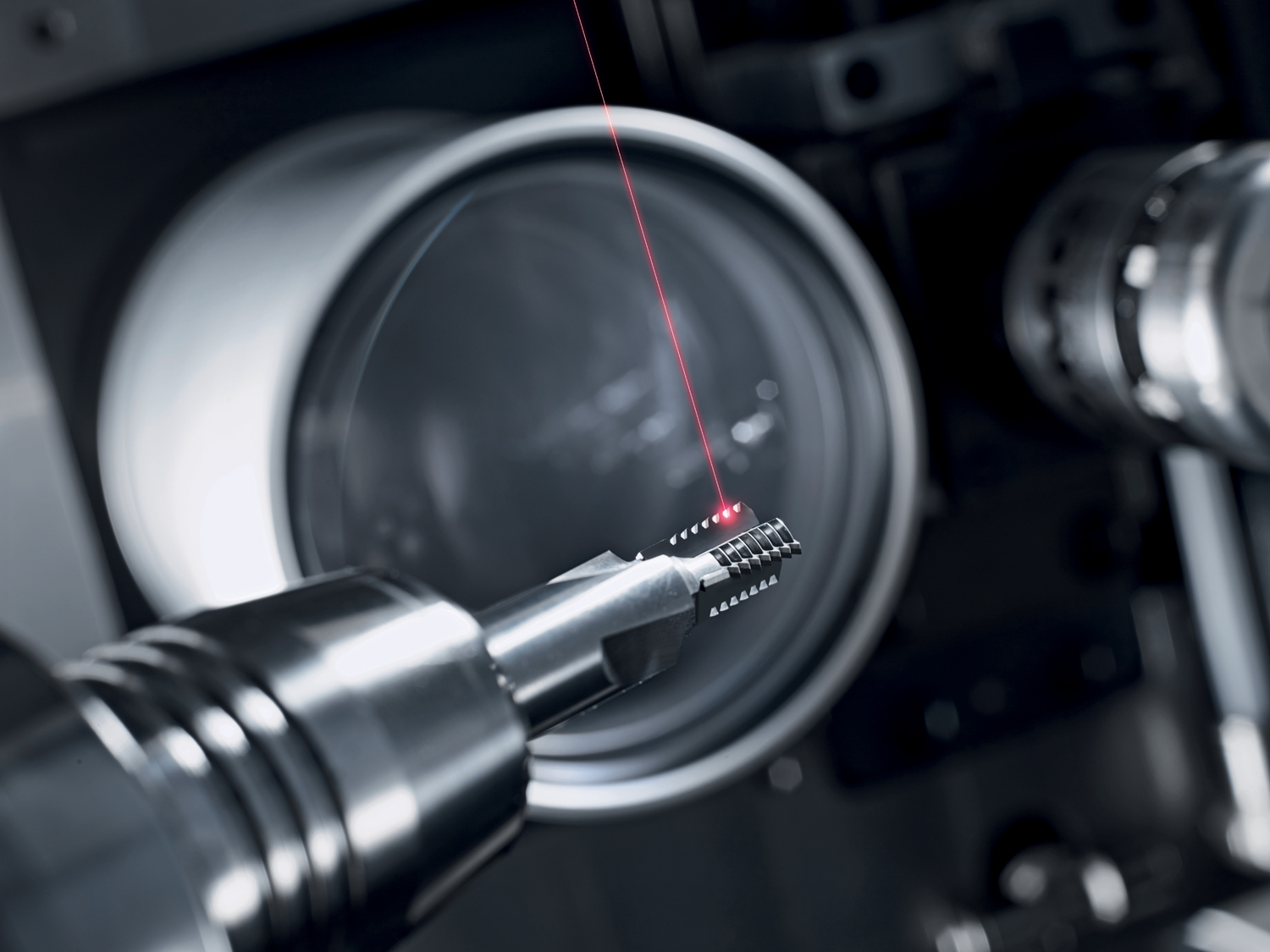
激光钻孔
激光钻孔在很多方面远胜过点火花加工 (EDM)、电解加工 (ECM) 或机械钻孔等传统钻孔方法:
- 高度灵活
- 无接触且无磨损
- 精度极高,速度极快
- 热输入最小
- Process medium (gas) as option
- 可获得微小直径和高深径比
无论物料的导电性或硬度等特性如何,激光可以去除几乎任何固体物料,包括硬化钢、硬质合金、陶瓷和复合材料。而且,由于去除方法无接触且无外力,甚至能以极低的缺陷率加工玻璃和聚合物等敏感材料。
作为扫描解决方案使用时,激光钻孔可提供出色的灵活性和自动功能,并且通过可下调至微米级的光点大小可实现非凡的小型化。在亚毫米级范围内可获得超细钻孔(例如,环钻孔直径 ≥ 40 µm 且深径比高,冲击钻孔直径 ≥ 20 µm),且入口孔/出口孔具有锋利边缘,加工时间短。
激光打孔
包装业促进了激光打孔应用的大量使用,范围从保鲜安装气体交换用的精细孔直到撕口附件。在此,扫描系统提供多样化结构和设计所需的灵活性,以及大批量生产所需的动态性。
钻微孔
微孔在印刷电路板(PCB)上的高度集成电路中发挥着非常重要的作用。HDI 印刷电路板尤其能够实现极高的电路密度。对于盲孔钻孔 (VHD),激光是精确、高产能地钻出细孔的理想工具。intelliDRILLse II 专门针对这一应用进行了优化,跳转时间短、精度高,从而实现了经济高效的生产。
5 轴微加工
经过优化的扫描解决方案(如 precSYS 5 轴微加工系统)能够对注塑喷嘴进行钻孔加工,这些喷嘴需要在亚毫米范围内钻出具有可自由定义几何形状和高纵横深径比的精密孔。另外一个非常新颖的应用是用于电子工业中先进的垂直探针卡的导板的激光钻孔。

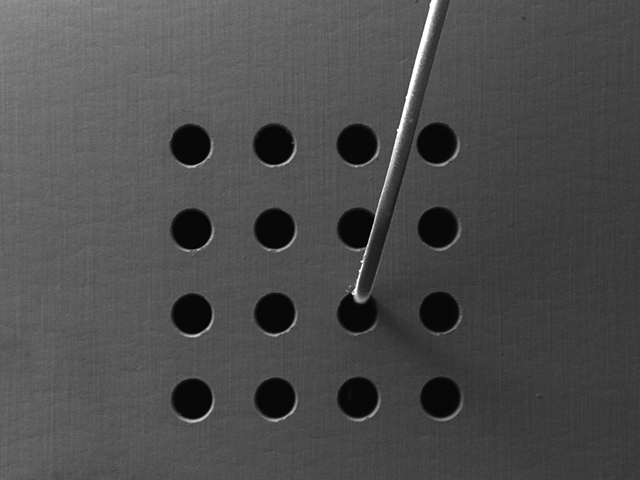
高性能扫描系统High Performance Scan Systems
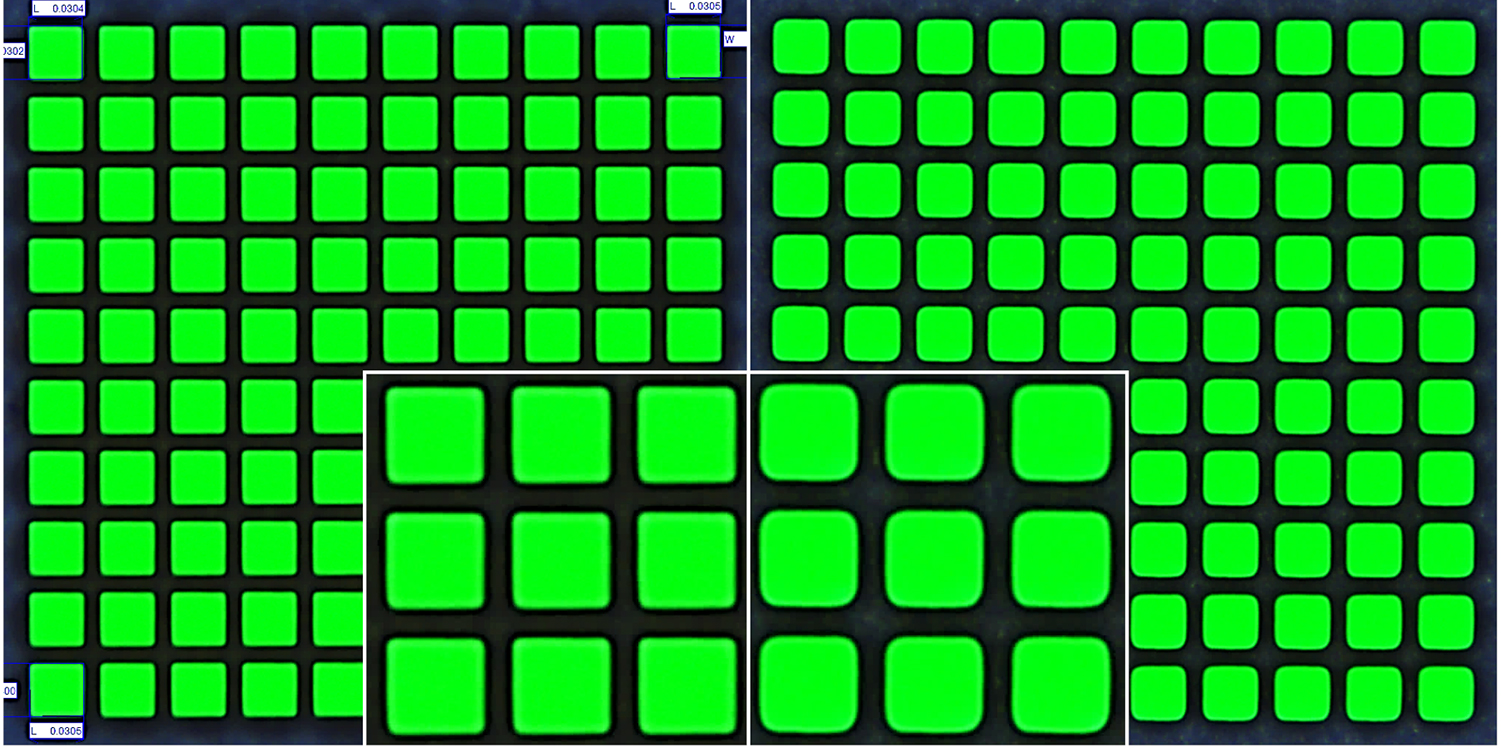
使用 515 nm 激光(左)和 1.030 nm 激光(右)precSYS 系统 (Courtesy:Posalux) 进入 250 μm 厚的 Si3N4陶瓷基板中具有 30 μm 边长的方孔一侧
激光应用可自由跨越任何行业界限
激光加工方法广泛应用于多种不同行业。单击以下行业链接,查看其使用扫描器的多种加工方法。